Ce este zirconiul dentar?
Zro2 / Zirconiu / Zirconia / Zirkon / Zircon
Dioxidul de Zirconiu (ZrO2) este folosit ca si biomaterial incepand din anii ‘70, cel mai frecvent pentru proteze in zona coxo-femurala (sold), iar in stomatologie a fost folosit prima data la inceputul anilor 2000.
Dioxidul de Zirconiu (ZrO2) sau Zirconia este un oxid alb cristalin al Zirconiului.
Acesta nu trebuie confundat cu Zirconiu (Zr), care este metal.
Dioxidul de Zirconiu (ZrO2) nu trebuie confundat nici cu Zirkonul - acesta fiind un Silicat de Ziconiu (ZrSiO4) folosit in alte industrii.
ZrO2 este un material rezistent la coroziune, nu are elasticitate si este inert din punct de vedere chimic.
Modalitatea de prezentare - pulbere alba compactata din fabrica in forma rotunda, rezultand discuri de grosimi diferite.
Pentru a putea fi utilizat in stomatologie, ZrO2 a fost stabilizat cu oxid de mangan(MgO), oxid de Yttrium (Y2O3), oxid de calciu (CaO) si oxid de cerium (Ce2O3). Cel mai important dintre acesti oxizi este oxidul de Yttrium cunoscut si sub numele de Yttria, de unde si denumirea internationala corecta al zirconiului dentar YTTRIA-STABILIZED ZIRCONIA.
Exista 3 mari grupe de ZrO2 in functie de cantitatea de oxid de yttrium folosit din care se realizeaza dinti monolitici (cuvant compus din mono + lithos din limba greaca, in traducere “piatra dintr-o singura bucata”) sau structuri:
-
ZrO2 cu 3 moli de oxid de yttrium 3Y-TZP
-
ZrO2 cu 4 moli de oxid de yttrium 4Y-TZP
-
ZrO2 cu 5 moli de oxid de yttrium 5Y-TZP
- HT-3Y-TZP – High translucent (1400 mPA)
- ST-4Y-TZP – Super translucent (1200 mPA)
- TT-5Y-TZP – Top translucent (600 mPA )
Discurile care au 3Y-TZP (HT), sunt cele mai opace si se folosesc pentru structuri care ulterior urmeaza a fi placate cu ceramica. 4Y-TZP (ST) au translucenta mai mare iar 5Y-TZP (TT) au translucenta cea mai ridicata.
Translucenta este invers proportionala cu rezistenta astfel, pentru ZrO2 TT cu 5 moli (5Y-TZP) nu se recomanda realizarea de punti, iar pentru discurile cu 3Y-TZP HT nu recomandam realizarea de lucrari monolitice din cauza faptului ca este cel mai opac material, cu proprietati estetice minime.
Subgrupe de ZrO2
-
Alb - care se infiltreaza cu lichide speciale pentru a obtine culoarea dorita
-
Precolorat - este un material precolorat din fabrica (fara gradient)
-
Multilayer - cu un gradient cromatic precolorat
-
GT Progresiv - precolorat cu gradient de culoare, transparenta si rezistenta
Procedeul tehnic de productie implica mai multe aparate si softuri:
-
Soft CAD (Computer-aided design)
-
Soft CAM (Computer-aided manufacturing)
-
Soft CNC (Computer numerical control)
-
Masina de frezat cu comanda numerica CNC
-
Cuptor de siterizare
-
Cuptor pentru ceramica
-
Aspirator
Fisierul STL realizat in CAD (Exocad/3Shape) se importa in softul de CAM unde urmeaza a fi programat pentru frezaj.
Programarea cu softul de CAM este rapida, implica orientarea fisierului in disc (se face virtual in softul de CAM), alegerea strategiei de frezaj si simularea procedeului tehnic de frezaj. Dupa ce acesti pasi au fost parcursi, programul CAM trimite in mod automat fisierul programului care piloteaza masina de frezat (soft CNC) .
Softul va porni procedeul de frezaj al ZrO2 prin apasarea unui singur buton de start sau play. Pe tot parcursul frezajului CNC-ul frezeaza in mod automat si foloseste mai multe tipuri de freze pe care le schimba tot in mod automat. De obicei in cele mai multe cazuri sunt utilizate 3 marimi de freze in ordinea de mai jos:
-
2 mm / 2.5 mm
-
1 mm
-
0.6 mm
Dupa finalizarea frezajului discul este indepartat din incinta masinii de frezat, iar cu ajutorul unui micromotor se taie tijele care sustin lucrarea in disc.
Etape ulterioare:
- Inflitrare - pentru cazurile in care avem nevoie.
- Sinterizare - oate dura pana la 12/14 ore cel mult, in functie de cuptor, numarul de elemente si tipul de ZrO2. Tot in functie de acesti factori se poate face si sinterizare rapida sau Speed.
- Sablare - se sableaza usor cu 1-1.5 bar cu Al2O3 (oxid de aluminiu), granulatie de 50-70 microni pentru a indeparta reziduul de praf de ZrO2 neindepartat in totalitate inainte de sinterizare.
- Glazurare - dupa caz, sau se pregateste pentru stratificarea cu masa ceramica.
Discurile de Zirconiu - Informatii generale
Discurile de ZrO2 din punct de vedere geometric se clasifica in 4 categorii principale in functie de sistemul de prindere al CNC-ului:
1. Disc diametru 98 cu margine (Roland, Vhf, Wieland, Imes-Icore, Ivoclar, etc)

2. Disc diametru 98 – fara margine (DMG, Roder)

3. Disc Amann Girrbach D shape

4. Disc Zirkonzahn

Sistemul de prindere al CNC-ului poarta numele de "Holder".
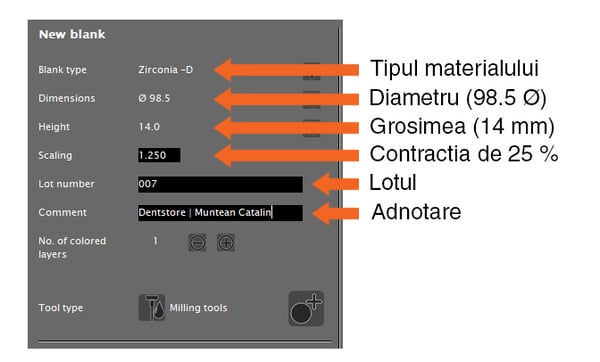
Informatiile care apar pe un Disc de ZrO2 sunt urmatoarele:
- Dimensiunea – pentru fiecare sistem diametrul discului este acelasi, dar grosimea difera incepand de la 10 mm la 25 mm si se alege in functie de marimea fisierului STL.
Utilizatorul trebuie sa introduca in programul CAM grosimea discului.
Fisierul STL importat in softul de CAM este automat scalat la dimensiunea corespunzatoare coeficientului de contractie a discului. Din acest motiv un STL care se incadreaza pentru a fi frezat intr-un disc de ceara sau de PMMA (de ex de 12 mm), s-ar putea sa nu incapa intr-un disc de ZrO2 de 12 mm.
- Coeficientul de contractie – este marcat pe disc sau si pe cutia discului (in functie de producator) si se refera la valoarea matematica in procente care corespunde contractiei ZrO2 dupa sinterizare.
Fiecare disc are o contractie diferita in functie de lotul de fabricare si tipul de ZrO2.
Acest coeficient se introduce manual de catre utilizator in programul de CAM, astfel aparatul va frezeaza automat un STL mai mare cu x…% fata de STL-ul rezultat din CAD.
Majoritatea discurilor au un singur coeficient de contractie comun pentru X Y Z, exceptie facand anuminte discuri unde cele 3 valori nu mai sunt egale; specificatie mentionata de producator in prospect sau pe disc.
Pentru aceste discuri se va introduce fiecare coeficient in parte pentru fiecare vector, X Y Z.
- Lotul de fabricare – introducerea lotului de fabricare este una facultativa in programul de CAM, dar recomandata de toti producatorii. In cazul in care apar probleme, acesta poate fi transmis la cerere producatorului.
- Incisal direction sau directia incizala - este marcata pe marginea discului cu o sageata. Directia incizala trebuie respectata la discurile Multilayer pentru a obtine un degrade conform cu cel al STL-ului, viitorul dinte artificial al pacientului.
- Culoarea – Notarea culorilor de pe discurile precolorate si multilayer se realizeaza cu ajutorul sistemului Vita Classical (A1-D4).
Achizitia unui disc se face in functie de:
- marimea STL;
- tipul de piesa protetica;
- coloarea acesteia.
Un aspect important pentru a obtine un dinte monolitic conform sistemului de culori Vita, este alegerea grosimii discului cat mai apropiata de inaltimea fisierului STL. Astfel fisierul se va incadra dupa frezaj in toata grosimea discului multilayer, cu alte cuvinte, a degradeului cromatic din grosime.
Stocarea Discurilor de ZrO2 se face in mediu uscat, acestea fiind similare cu o creta (inainte de procedeul de sinterizare) motiv pentru care absorb umiditatea din mediul inconjurator.
Fixarea discurilor de ZrO2 in holder se face cu atentie pentru a evita fisurarea. La strangerea suruburilor se va aplica o forta de maxim 1.5 Newtoni.